2.4.1. Поняття про технологічний процес, операцію, технологічний та
допо-міжний переходи
Кожний
технологічний процес (рис. 2.63) складається з дрібніших технологічних
процесів або є частиною більш складного. Для
здійснення технологічного процесу
складають схему, в якій надають характеристику усіх необхідних технологічних операцій.
До технологічної схеми входять також схема взаємозв’язків та послідовність
розташування обладнання, яке використовують у технологічному процесі.
Рис. 2.63. Схема
технологічного процесу
Наприклад, технологічний процес
складання автомобільного двигуна, з одного
боку, можна поділити на дрібніші, які відрізняються один від одного:
технологічні процеси складання гонково-поршневої групи, блока циліндрів або
коробки зміни швидкостей; з іншого ‒ технологічний
процес складання двигуна є частиною технологічного процесу складання
автомобіля загалом.
Рис. 2.64
Виробничий процес
технічного обслуговування–це сукупність дій (рис. 2.64), додаткових матеріалів і
запасних частин, використання яких одержують машину, придатну до
експлуатації.
Він складається з низки технологічних
процесів технічного обслуговування, матері-ально-технічного забезпечення і
технічного контролю.
Рис. 2.65
Технологічній процес технічного
обслуговування – це частина виробничого процесу, упродовж якого
відбувається якісна зміна об'єкта обслуговування або складальних одиниць.
Технологічний процес поділяється, у свою чергу, на низкутехнологічних операцій, які
охоплюють у себе технологічні дії (рис. 2.65): переходи, прийоми тощо.
Технологічна операція – закінчена
частина технологічного процесу, що виконується на одному робочому місці під
час технічного обслуговування, однієї і тієї самої продукції; вона охоплює
послідовні дії працівника і технологічного обладнання.
Технологічний
перехід– це закінчена
частина технологічної операції, що виконується одними і тими самими засобами технологічного оснащення за
постійних технологічних режимів і установки.
Допоміжний
перехід– це закінчена частина
технологічної операції, що складається з дій людини і (або) технологічного
обладнання, які не супроводжуються зміною розмірів (форми) і властивостей
машини (об’єкта), але необхідні для виконання технологічного переходу.
Технологічна
схема визначає напрями переміщення матеріалів, кількість технологічних
операцій та характер механізації кожної з них. У технологічних
схемах зазначаються типи і види машин та обладнання, які використовують під
час виконання тих чи інших операцій. На підставі технологічних схем
розробляють технологічні карти, які дають змогу правильно організувати
технологічний процес.
На відміну від технологічних схем технологічні карти,
крім послідовності виконання технологічних операцій містять і стислий опис
обладнання, норму часу на кожну операцію, вказівки з техніки безпеки.
Одним
із основних документів є карта розміщення матеріалів. На
окремі роботи, що відрізняються за своєю специфікою і складністю, розробляють
технологічні інструкції. Технологічні інструкції містять більш детальний опис
змісту технологічних операцій, ніж технологічні карти і схеми. Після розробки
технологічних схем та технологічних карт розробляють графік робіт механізмів
і обладнання. Графік визначає продуктивність кожного виду обладнання, його
завантаженість на різних дільницях та операціях.
Контроль виконання технологічних
процесів передбачає урахування таких основних складових (рис. 2.66):
Рис. 2.66. Складові
контролю за виконанням технологічних процесів
Технічне
завдання (ТЗ) ‒ вихідний документ для проєктування споруди чи
промислового комплексу, конструювання технічного пристрою (приладу, машини,
системи керування тощо), розробки автоматизованої системи, відповідно до
якого проводять виготовлення, приймання під час введення в дію та
експлуатація відповідного об'єкта.
Згідно з ГОСТ 34.602-89ТЗ є основним документом, що визначає
вимоги і порядок створення інформаційної системи, відповідно до якого
проводять її розробку і приймання під час уведення в дію.
Згідно з
чинними стандартами ТЗ має містити такі відомості про об'єкт розробки:
• найменування об'єкта розробки та область застосування:
повне найменування об'єкта та його умовне позначення; шифр теми або шифр (номер) договору;
перелік документів, на підставі яких створюють проєкт; планові терміни
початку та закінчення робіт щодо створення об'єкта;
• підстава для розробки та назва проєктної
організації: найменування підприємств розробника та замовника системи та
їхні реквізити; перелік
юридичних та фінансових документів, на підставі яких створюють систему;
відомості про джерела та порядок фінансування робіт;
• мета розробки;
• джерела розробки. Перераховують документи
(техніко-економічне обґрунтування, звіти про закінчені науково-дослідні
роботи, інформаційні посилання на вітчизняні і зарубіжні аналоги тощо), на
підставі яких розробляли ТЗ;
• технічні вимоги, які охоплюють: склад об'єкта та
вимоги до його конструктивного виконання; показники економічного використання
матеріалів, палива і енергії; вимоги до надійності, технологічності, рівня
уніфікації і стандартизації, естетики; вимоги безпеки під час роботи
обладнання; вимоги патентної чистоти;
• економічні показники: гранична ціна, економічний
ефект; термін окупності витрат на розробку і освоєння об'єкта, допустима
річна потреба в об'єкті проєктування;
• порядок контролю і приймання об'єкта: види, склад,
обсяг і методи випробувань системи та її складових частин; загальні вимоги
до приймання робіт, порядок узгодження і затвердження приймальної
документації; статус приймальної комісії.
Ця система
встановлює обов’язковий порядок розробки, оформлення і збереження всіх видів
технологічної документації на машино- і приладо-будівних підприємствах країни
для виготовлення, транспортування, встановлення і ремонту виробів цих
підприємств. На основі технологічної документації здійснюють планування,
підготовку і організацію виробництва, встановлюють зв’язки між відділами і
цехами підприємства, а також між виконавцями (конструктором, технологом,
майстром, робітником).
Єдині правила розробки, оформлення і
збереження технологічної документації дозволяють використовувати прогресивні
способи її обробки і полегшують передачу документації на інші підприємства.
Стандарти ЄСТД позначають перед номером стандарту
цифрою 3. Ремонтні кресленики виконують відповідно до вимог стандартів ЕСКД
з урахуванням правил, передбачених ДСТУ 3321:2003 «ЄСКД. Креслення ремонті».
Основними даними для розробки
ремонтного кресленика є:
Маршрутна технологія визначає послідовність виконання
операцій ТО і діагностування предмета досліджень. У переліку операцій, які визначає маршрутна технологія
на виконання відповідного виду робіт вказують:
• назву
операції;
• номер (шифр)
операції;
• професію
виконавця;
• значення
оперативної трудомісткості на операцію;
• прилади, інструменти;
• пристосування
і матеріали, які забезпечують якісне виконання цієї технологічної операції.
Під час розробки плану маршрутної технології ТО
(діагностування) необхідно чітко і ґрунтовно визначитися з переліком і
назвою технологічних операцій. Для розробки плану рекомендується
використати спеціальну технічну літературу, навчальні посібники та
нормативні документи ‒ технічні умови (ТУ).
У ремонтно-обслуговуючому виробництві
єдиною системою технологічної документації (ЄСТД) установлено певні форми
карт маршрутного технологічного процесу, операційні карти технологічного
процесу, відомості технічного контролю, відомості оснащення для складання і
розбирання, зведені відомості обладнання, комплектувальні карти тощо.
Маршрутна карта(МК) – це опис
технологічного процесу за усіма операціями в технологічній послідовності з
зазначенням необхідних даних щодо обладнання, оснащення, матеріалів.
Зміст операцій у МК подають без зазначення
переходів і режимів. МК є узагальнювальним документом, в якому вказують
адресну інформацію, необхідну для виконання технологічного процесу: номер
цеху, дільниці, робочого місця й операції; перелік документів, обладнання,
технологічного оснащення і трудовитрати; назва, код виробу, його матеріал.
На рис. 2.67 наведено приклад плану
маршрутної технології ТО і діагностування системи мащення двигуна СМД-62.
Рис. 2.67. План
маршрутної технології ТО і діагностування системи мащення двигуна СМД-62
Одиночні технологічні процеси, які проєктують з
використанням різних методів і способів ремонту й обробки, виконують на МК ДСТУ 2391:2010, форма 1. Технологічні процеси складання,
обслуговування, обкатування, випробування та інші процеси ремонту виконують
на МК ДСТУ 2391:2010, форма 2.
У
маршрутних картах невказують режими, технологічніі допоміжні
переходи.
Позначення маршрутних карт:
• МК/КІПР – ремонт (технологічна
послідовність виконання операцій);
• МК/КТП – дефектація;
• МК/КАПОК – очищення та миття;
• МК/КТП – наплавлення;
• МК/КТП – механічна обробка;
• МК/КТП –
складання та ін.
Вони інформують, який технологічний
процес описано у цій маршрутній карті.
Інформацію записують кількома типами
рядків, кожний з яких позначають службовим символом, що умовно виражає складінформації, записаної в графах цього типу рядка.
Службові
символи позначають великими літерами українського алфавіту, записують їх
перед номером відповідного рядка. Наприклад: М01,
А03, Б04, О02, Т06 та ін.
Послідовність
запису службових символів у маршрутних картах ДСТУ ГОСТ 3.1127:2014:
• форма 1 – М10, М02, А, Б, О, Т;
• форма 16 - А, Б, О, Т;
• форма 2 – AБ, К/М, О, Т, Р.
Аналогічна послідовність запису
службових символів у КТП форма 1 і 1а, 2, 2а і 3 ГОСТ 3.1404-86: OK форма 1, 1а ГОСТ 3.1407-86.
Зміст інформації, яку виражають службові символи використовують під час
заповнення граф МК, ТК, КЕ (табл. 2.1).
Таблиця 2.1
Службові символи
Позначення
службового символу
Зміст
інформації, яку вносять у графи, розташовані на рядках
А
Номер
(назва) цеху дільниці робочого місця, де виконується операція; номер код і
назва операції; позначення документів, які використовуються під час
виконання операції.
Б
Код
і назва обладнання, інформація щодо трудовитрат (То Тd Тnз
тощо).
К
Інформація
з комплектування складальної одиниці деталями, їх позначення і звідки
надійшли (з дефектування комплектування, складу; код одиниці величини і
нормування; кількість деталей на складальну одиницю і норма витрат).
М
Інформація
про основний матеріал (пакування, відновлювану деталь, їхній код, назва,
позначення і звідки надійшли; код одиниці вимірювання і нормування;
кількість на складальну одиницю і норми витрат).
О
Зміст
операції. Переходи проставляють з початку рядка, під цифрами 1, 2, 3 тощо.
Т
Інформація
про технологічне оснащення, яке застосовується під час виконання операції.
Примітка.
Записувати в такій послідовності: пристосування, прилад допоміжний,
різальний, слюсарно-монтажний, спеціальний вимірювальний, інструмент
Р
Інформація
про одиницю вимірювання параметрів технологічних режимів, технологічних умов.
За операційного складання карти технологічного процесу (КТП) номер переходу
проставляють з початку рядка.
К/М
Інформує
про те, що потрібно записувати комплектуючі деталі складальної одиниці, а
потім комплектуючі основні і допоміжні матеріали, які витрачають на
операцію
Примітка.
1. Зміст інформації необхідно
записувати в технологічній послідовності на всій довжині рядка, за потреби
можна переносити на наступний рядок.
2. Записи в графах технологічної
документації (МК, КТП, ОК) потрібно записувати відповідно до табл.
2.1.
3. Під час розробки технологічної
документації (МК, КТП, ОК), не пов'язаної з конкретним підприємством, графи
«цех», «дільниця», їх номери не заповнюють.
4. В операційних картах (ОК) на
складання складальної одиницірекомендується позначати переходи
операції символом «П» замість цифр.
Маршрутну карту (МК) складають відповідно до плану
технологічних операцій виконання ТО. Вона певною мірою унаочнює процес у
технологічній послідовності. Операції розташовують у раціональній послідовності
відповідно до плану маршрутної технології ТО (діагностування). Кожній із
операцій присвоюють шифр, найменування. Визначають та вказують перелік
матеріально-технічного забезпечення операцій відповідно до плану.
Рис. 2.68. Зразок
маршрутної карти на ТО і діагностування
системи мащення двигуна
СМД-62
Послідовний
опис операцій технологічного процесу називають технологічною картою. Вона
містить дані про раціональну послідовність виконання операції, технічні
умови, режими роботи, обладнання, інструмент, матеріали, способи контролю,
час на виконання операції, розряд робітника та ін.
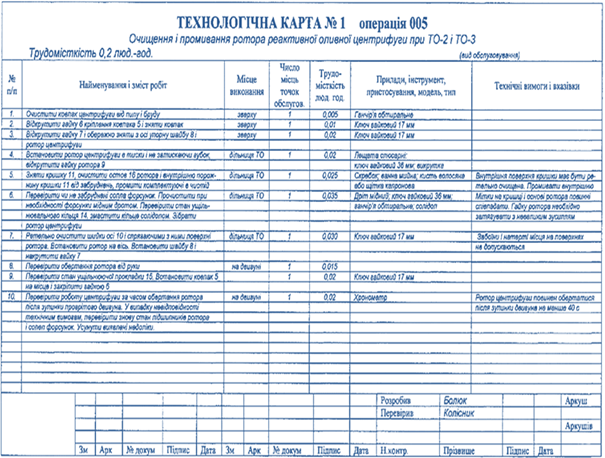
Технологічна карта (рис.
2.69) є
основою для економічних розрахунків, організації і планування
ремонтно-обслуговуючого виробництва. Зміст карт дозволяє проєктувати або вибирати
обладнання, інструмент, пристосування, розраховувати обсяг роботи та
кількість виконавців, здійснювати розміщення обладнання, контролювати якість
виконання робіт тощо.
Для найраціональнішої організації
робіт з технічного обслуговування, ремонту і діагностування машин, їх
агрегатів і систем та механізмів складають технологічні карти. На підставі
цих технологічних карт визначають обсяг робіт технічного впливу, а також
розподіляють роботи (операції) між виконавцями.
Рис. 2.69. Зразок
технологічної карти на ТО і діагностування системи
мащення двигуна СМД-62
Технологічні карти складають на пост
діагностування (карта діагностування Д1, Д2);
відповідний вид робіт ТО, діагностування; операцію ТО.
У технологічних
картах вказують:
• перелік операцій;
• обладнання і інструмент;
• норму часу на операцію;
• короткі технічні умови на виконувані
роботи;
• розряд робіт;
• спеціальність виконавців.
Карти ескізів (КЕ) ‒ графічне зображення переходів, розроблених
операцій у вигляді ескізів з додаванням необхідних схем, таблиць (рис.
2.70).
Їх оформляють відповідно до вимог стандартів
системи ЄСТД, а також доповнень, пояснень і обмежень, викладених у
нормативних технічних матеріалах системи агропромислового комплексу. На
картах ескізи виконують у довільному масштабі, але пропорція конфігурації
деталі має відповідати її абрису.