|
|
|
ЕКОНОМІКА, ОРГАНІЗАЦІЯ І ПЛАНУВАННЯ ВИРОБНИЦТВА Електронний посібник |
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
2. ОРГАНІЗАЦІЯ ВИРОБНИЦТВА НА ПІДПРИЄМСТВАХХАРЧОВОЇ ПРОМИСЛОВОСТІ |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Для методу організації виробництва особливо важливими є взаємозв’язок
послідовності виконання операцій технологічного процесу з порядком розміщення
обладнання і ступінь неперервності виробничого процесу.
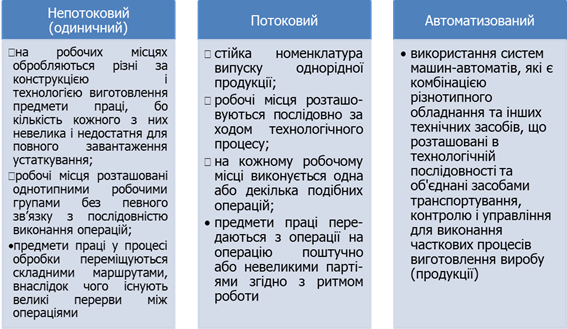
Непотоковий метод виробничих процесів
характерний для одиничних типів виробництва з непостійною номенклатурою
виробів. Цей метод застосовується під час виготовлення складного унікального устаткування,
спеціального оснащення, у дослідному виробництві, виконанні індивідуальних
замовлень, виробів, під час виконання окремих видів ремонтів тощо. Непотоковий метод може застосовуватись і в серійному
виробництві відповідно до номенклатури й асортименту виробів. Залежно від
кількості виробів і їх номенклатури непотоковий метод може мати різні
модифікації. За умов одиничного виробництва він здійснюється переважно у
формі одинично-технологічного методу. Процес обробки предметів праці
проходить індивідуально одиницями або невеликими партіями. У серійному
виробництві цей метод набуває форми партіонно-технологічного або
предметно-групового. Одинично-технологічна
форма, за якої окремі предмети праці
проходять обробку одиничними або дуже малими партіями, які не повторюються. Партіонно-технологічна
форма, за якої предмети праці
проходять обробку партіями, які повторюються. На ефективність
партіонного виробництва впливає величина партії виробів. Збільшення партії призводить до зменшення часу
переналагодження устаткування, тому скорочується час на
підготовчо-завершальні роботи, спрощується облік виробництва, його
планування, але поряд з цим збільшуються обсяги незавершеного виробництва, що
є недоліком. У разі
зменшення величини партії предметів виникає необхідність встановлення
оптимального розміру партії для
зниження загальних витрат на її виготовлення.
За потокового методу організації виробничого процесу
застосовується переважно спеціальний міжопераційний транспортний конвеєр,
який виконує функції переміщення предметів праці і регулює ритм роботи
виробничого циклу. Потокові методи дають можливість виготовляти продукцію в
великих обсягах і протягом тривалого часу, тобто застосовувати масове й
великосерійне виробництво.
Економічна ефективність потокового методу забезпечується
ефективністю дії усіх принципів організації виробництва: спеціалізації,
безперервності, пропорційності, паралельності, прямоточності і ритмічності.
Сучасний стан розвитку автоматизації виробництва привів до
появи якісно нової системи технологічних машин з керуючими засобами, що
базуються на застосуванні електронних обчислювальних машин, програмованих
логічних контролерів, інтелектуальних засобів вимірювання і контролю,
інформаційно об'єднаних промисловими мережами.
Гнучкість виробництва − здатність швидко за
мінімальних витрат на тому самому обладнанні переходити на випуск нової
продукції. Основою гнучких виробничих систем є гнучкий виробничий
модуль. Це окремо функціонуюча одиниця обладнання з числовим програмним
управлінням. Завантаження та оброблення деталей здійснюється за допомогою
роботів.
Постійно-потокові однопредметні або масово-потокові, на
яких стало випускаються вироби чи вузли, частини виробів одного найменування
в масовій кількості. Постійно-потокові багатопредметні лінії або
серійно-потокові, на яких одночасно ведеться виготовлення декількох видів
напівфабрикатів чи готових виробів різних найменувань, але схожих у
конструктивному й технологічному плані. Обробка предметів праці різних видів
ведеться на лінії одночасно чи послідовно. Лінія не потребує
переналагодження. Змінно-потокові багатопредметні лінії або середньосерійні, на яких послідовно
виготовляється декілька видів чи груп виробів. Строки запуску кожної групи
конструктивно і технологічно схожих виробів регулюються стандартними
графіками запуску-випуску виробів. Під час переходу на нову групу виробів
лінію переналагоджують. Групові
багатопредметні лінії характеризуються
прямоточністю руху предметів праці. Спеціалізація робочих місць має
технологічний характер за великої кількості найменувань виробів. Лінію часто
переналагоджують. Безперервні, на яких всі операції технологічного процесу рівні
або кратні за тривалістю і проходженням виробів
від першого до останнього робочого місця в цьому випадку на потоковій лінії
не переривається, ліквідовуються простої робочих місць. Перервні
(прямоточні), це
такі лінії, які не можуть забезпечити безперервну обробку предметів праці
через відсутність синхронності операцій. Виникають міжопераційні перерви,
предмети праці чекають своєї черги на обробку, утворюючи запаси. Безперервно-потокові лінії, де всі операції
технологічного процесу суворо синзронізовані в часі. Під час синхронізації
забезпечується рівність чи кратність тривалості окремих операцій. Стаціонарно-потокові лінії відрізняються тим, що
предмет, який оброблюється, залишається нерухомим, але робітники тієї чи
іншої спеціальності чи бригада робітників, які постійно виконують визначені
операції, змінюються. Наприклад, стендове складання крупних машин на
підприємстві і монтажному майданчику. Переривчасто-потокові лінії мають несинхронізовані
операції. Вони частіше трапляються в цехах, в яких вироби оброблюються.
Обладнання на таких лініях розташоване за ходом технологічного процесу, але
працює із перервами. Робітники поєднують декілька операцій для їхнього
повного завантаження. Лінії з
регламентованим ритмом, на
яких предмети праці передаються з операції на операцію через точно фіксований
час, тобто з заданим ритмом (переважно цей ритм підтримується спеціальним
засобом – конвеєром). Швидкість руху конвеєра узгоджена з
тривалістю виконання операцій на окремих робочих місцях. Лінії з
вільним ритмом, на
яких швидкість руху виробів від одного робочого місця до іншого суворо не
регламентована, можуть бути відхилення від ритму, який у загальному
підтримується самими робітниками.
Коли
транспортні засоби тільки полегшують чи прискорюють переміщення виробів із одного робочого місця до іншого, вони звуться транспортерами. Коли ж
транспортні засоби не тільки полегшують та прискорюють переміщення виробів, а
й відіграють організуючу роль в потоці, тобто
регулюють ритм роботи потокової лінії чи розподіляють предмети праці між
робочими місцями, то вони звуться конвеєрами (рис. 2.42). Лінії з
безперервним рухом, на яких всі операції виконуються одночасно з
переміщенням предметів праці. Лінії з
пульсуючим рухом, на яких операції виконуються в період нерухомого
стану несучої частини; використовуються, наприклад, під час складання
особливо точних деталей та приладів.
Під час
проєктування потокових ліній вихідним розрахунковим
нормативом є такт. 1. Такт
потокової лінії (r) – інтервал часу між послідовним випуском двох виробів
(деталей) або партій продукції.
Розрахункова
кількість робочих місць
визначається за формулою:
Далі розраховують коефіцієнт завантаження робочих
місць на і-тій операції:
2. Ритм потокової лінії – це інтервал часу між сходженням
з потокової лінії двох суміжних транспортних партій продукції.
3. Темп
потокової лінії – величина обернена такту, яка характеризується кількістю
виробів, що виготовляються за одиницю часу.
4. Крок конвеєра (l) – відстань між двома суміжними виробами, які
знаходяться y конвеєрі, м. Загальна
довжина потокової лінії,
залежить від кроку і кількості робочих місць.
5. Швидкість
руху потокової лінії (v) залежить від кроку і такту потокової лінії, м/хв.
У
випадку, коли продукція передається передаточними партіями, застосовується
формула:
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||