|
|
|
ЕКОНОМІКА, ОРГАНІЗАЦІЯ І ПЛАНУВАННЯ ВИРОБНИЦТВА Електронний посібник |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
2. ОРГАНІЗАЦІЯ ВИРОБНИЦТВА НА ПІДПРИЄМСТВАХХАРЧОВОЇ ПРОМИСЛОВОСТІ |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
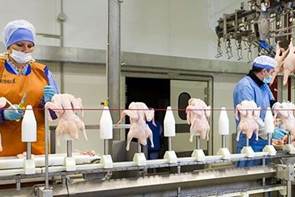
На підприємствах харчової
промисловості здійснюються різноманітні процеси: виробничі, економічні,
соціальні тощо. Основу діяльності будь-якого підприємства
складає виробничий процес.
Виробничі процеси класифікують
за призначенням, перебігом у часі, стадією виробничого циклу, ступенем автоматизації, характером впливу на предмети праці
тощо.
Основні процеси безпосередньо
пов'язані з перетворенням предметів праці у готову продукцію (молока – у масло, сир, іншу
продукцію, худоби – у м’ясо, продукти його переробки, борошна – у хліб тощо).
Вони визначають цільове призначення (профіль) підприємства (молокозавод,
м’ясокомбінат, хлібокомбінат).
Як приклад основних процесів
можна назвати окремі стадії виробництва продукції: нормалізація молока,
обвалка туш, випікання хліба, формування карамелі, купаж виноматеріалів тощо.
Допоміжні процеси лише сприяють безперебійній
роботі підприємства, але безпосередньої участі у виготовленні продукту не
беруть. Вони забезпечують основні
процеси різними видами енергії, своєчасним ремонтом
обладнання, споруд, будівель, виготовленням інструментів, виробничим інвентарем. Допоміжні процеси групуються
за призначенням, утворюючи такі допоміжні виробництва, як ремонтне,
інструментальне, енергетичне тощо.
Обслуговуючі
процеси створюють умови для
здійснення основних та допоміжних процесів (транспортні, складські процеси,
контроль якості продукції тощо). Вони пов’язані з прийманням, збереженням,
переміщенням сировини, матеріалів, тари, палива під час здійснення основних і
допоміжних процесів.
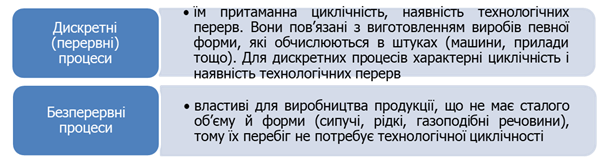
За перебігом у часі виробничі
процеси поділяються на: дискретні
(перервні) й безперервні (рис. 2.4).
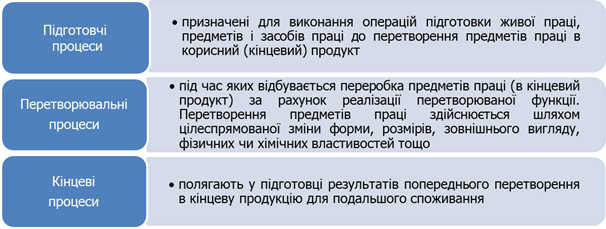
За стадією виробничого циклу виробничі процеси поділяють на: підготовчі, перетворювальні, кінцеві (рис. 2.5).
За
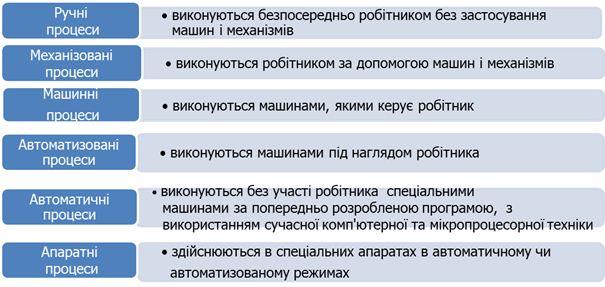
ступенем автоматизації виробничі процеси поділяють на: ручні, механізовані, машинні, автоматизовані, автоматичні, апаратні (рис. 2.6).
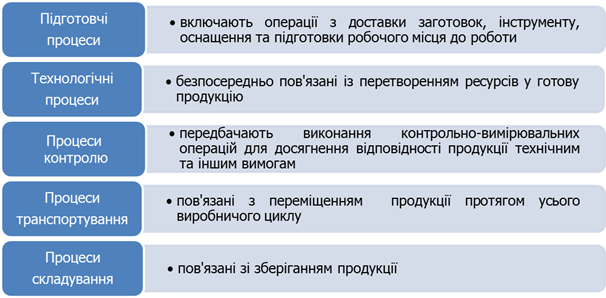
За характером впливу на предмети праці виробничий процес
поділяється на такі специфічні процеси: підготовчі, технологічні, контролю, транспортування і складування (рис. 2.7).
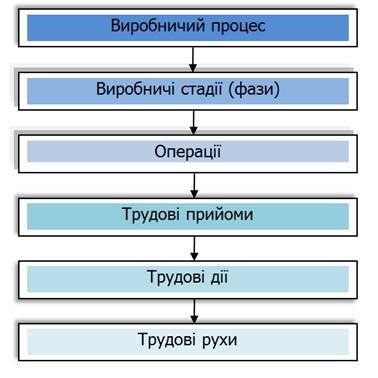
Виробничий процес можна поділити на частини – стадії або фази виробництва.
Наприклад,
у молочній промисловості виробничий процес складається з трьох стадій: первинна обробка
молока, переробка молока в готову продукцію, фасування та пакування готової
продукції. Основною
структурною одиницею виробничого процесу є операція.
Наприклад, стадія первинної обробки молока складається з
таких операцій: контроль якості сировини, приймання, охолодження, проміжне
зберігання, очищення, нормалізація, пастеризація та охолодження, виробниче
зберігання молока, миття обладнання.
Технологічний процес забою великої рогатої худоби і
розбирання туш складається з таких операцій: оглушення, знекровлення і забій,
знімання шкури, нутровка, розпилювання туші, зачищення та оцінювання якості
туші.
Приготування охмеленого сусла під час виробництва пива
складається з таких операцій: приймання й подрібнення солоду, затирання
солоду й несолоджених матеріалів, варіння й оцукрування сусла, фільтрація
сусла, кип’ятіння сусла з хмелем, відокремлення хмельової дробини.
Установка – це одноразове закріплення оброблюваної заготовки або
деталі. Позиція характеризується фіксованим положенням предмета
праці, де він підлягає технологічному впливу устаткування. Перехід – це частина операції, що характеризується незмінністю
установки та позиції, режиму роботи устаткування та інструменту. За призначенням у процесі
виробництва розрізняють основні та допоміжні операції. Основні
операції вносять зміни у форму, стан, розмір, властивості, зовнішній вигляд предмета праці. Сукупність основних операцій утворює технологічний процес. Особливістю харчової промисловості є те, що до основних
операцій також відносять перерви в обробці предметів праці, що необхідні для
протікання природних процесів (дозрівання сирів, борошна, сквашування,
прокисання молока, витримка конячних спиртів тощо). Вони відіграють важливу
роль у виробництві продукції.
Допоміжні
операції на відміну
від основних не вносять зміни в предмет праці, а створюють необхідні умови
для виконання
основних операцій. Допоміжні операції бувають переміщувальними, контрольними та обслуговуючими. Вони призначені для контролю за якісними та
кількісними параметрами виробничого процесу, переміщення, сортування тощо.
Під час виконання виробничої операції працівник застосовує
певні трудові прийоми, дії, рухи.
Наприклад, операція «знекровлення» складається
з прийомів: розрізати шкіру по
середній лінії шиї, накласти лігатуру на стравохід, перерізати ножем сонну артерію худоби (ВРХ), проткнути порожнистим ножем праве передсердя.
Наприклад,
в операції «знекровлення» трудова дія «перерізати ножем сонну артерію» складається з
трудових рухів: простягти руку з ножем до сонної артерії, зробити
горизонтальний рух руки по артерії, відвести руку з ножем.
Наприклад,
«взяти інструмент», «натиснути
кнопку» тощо. Види трудових рухів: хапальні, переміщувальні, визвольні.
Наприклад, виробничий цикл
виготовлення сухих
молочних продуктів включає період часу від
надходження молока в цех сушки до фасування готового продукту. Прикладом виробничого циклу виготовлення частини продукту є процес
підготовки окремих компонентів (суміші вітамінів, сиропу).
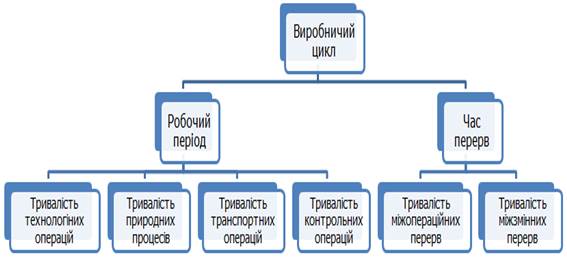
Виробничий цикл Тц можна
представити як суму двох складових: робочий період і час перерв (рис.
2.17).
Перерви між партіями виникають
під час оборбки партії виробів, адже не всі вироби
обробляються одночасно. Скорочувати ці перерви можна за рахунок обсягу
транспортних партій, однак це потребує певного збільшення витрат на
транспортування деталей між робочими місцями. Перерви очікування виникають
під час порушення ходу виконання технологічного процесу, коли попередня
технологічна операція вже закінчилася, а робоче місце на наступній операції
ще не звільнилося від виконання певної роботи. Перерви
комплектування виникають на складальних операціях, коли на місце складання
надходять не всі найменування деталей. Міжопераційне
пролежування сировини і напівфабрикатів може бути спричинене простоями й
недоліками в організації виробництва (стан планування на виробництві,
відсутність сировини й матеріалів, несправність обладнання, невиходи
робітників тощо).
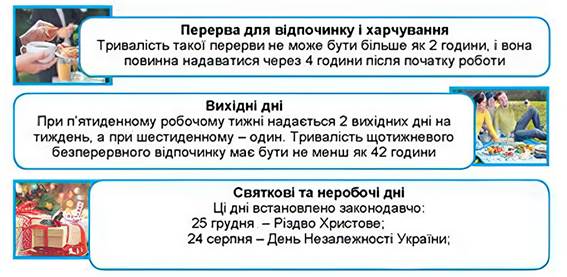
Міжзмінні перерви обумовлені режимом роботи
підприємства (перерви на обід, між робочими змінами, неробочі та святкові
дні). Вони є невід’ємною частиною виробничого процесу.
Загалом тривалість
виробничого циклу (Тц) в одиницях часу розраховується за
формулою:
Основною
складовою виробничого циклу є тривалість технологічних операцій, яка
становить технологічний цикл. Технологічний цикл обробки партії предметів праці на одній операції (Тт)
розраховується за формулою:
Для характеристики структури виробничого циклу застосовують
показники: коефіцієнт робочого періоду й коефіцієнт основного технологічного
часу. Коефіцієнт робочого періоду (Кроб.п.) розраховується за формулою:
Коефіцієнт основного
технологічного часу (Косн.техн.часу) розраховується за формулою:
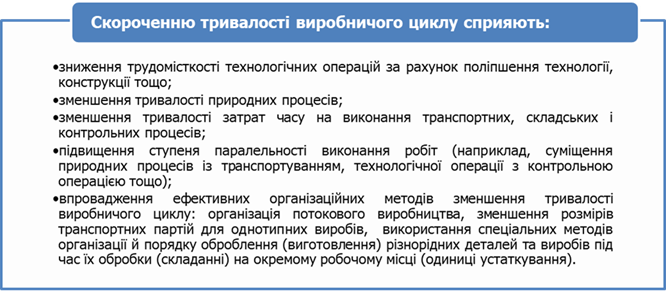
На тривалість виробничого циклу
впливає вид продукції, її трудомісткість, розміри, тип виробництва,
технологічна озброєність, рівень організації виробництва й праці, вибір виду
руху предметів праці. Після скорочення тривалості
виробничого циклу забезпечується додатковий випуск продукції, поліпшується
використання виробничої потужності, прискорюється обсяг реалізації продукції,
збільшується прибуток, скорочуються складські запаси сировини й матеріалів,
витрати на зберігання.
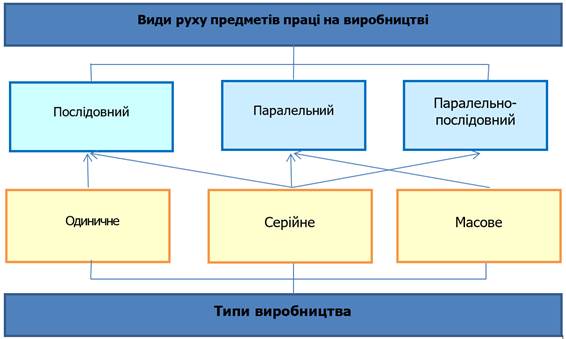
Види руху предметів праці у виробничому процесі
характеризують спосіб передачі сировини, матеріалів, напівфабрикатів з однієї
операції на іншу.
Тому вироби накопичуються в очікуванні обробки всієї
партії, тобто пролежують. Тривалість обробки під час послідовного виду руху
прямо пропорційна розміру партії (кількості виробів (n), які входять в неї) і часу обробки одного
виробу (t) на кожній із операцій та
розраховується за формулою:
Графік виробничого циклу партії
виробів під час послідовного виду руху для n=6 предметів праці на 5-ти операціях представлено на рис. 2.21.
У харчовій промисловості застосування послідовного
виду руху обмежене небажаністю
тривалого пролежування предметів праці між операціями, враховуючи їх короткий
термін зберігання. Даний
вид руху предметів праці тривалий за часом та потребує додаткових площ для
складування виробів. Характерний для одиничного типу виробництва.
Тривалість виробничого циклу під час паралельного виді руху
розраховується за формулою:
Отже, виробничий цикл партії виробів скоротився порівняно з
послідовним видом руху удвоє. Це сталося завдяки скороченню часу пролежування
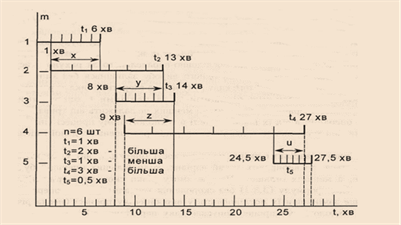
виробів між операціями. Графік виробничого циклу партії
виробів під час паралельного виду руху для n=6 предметів праці на 5-ти операціях представлено на рис. 2.22.
Під час паралельного виду руху предметів праці операції різні за часом. Тривалість виробничого циклу
визначає головна (найдовша)
операція. На інших операціях, коротших за неї у часі, є перерви в обробці предметів праці. Зі
збільшенням різниці тривалостей виконання операцій у порівнянні з головною час перерв зростає. Така ситуація виникає тоді, коли операції у виробничому
циклі несинхронізовані.
Перерви в обробці сировини (напівфабрикатів) на операціях
погіршують хід виконання виробничого процесу, якісне здійснення апаратних
операцій (пастеризація, охолодження, стерилізація), порушують безперервність,
ритмічність, що негативно впливає на ефективність виробництва. Необхідно
скорочувати тривалість головної операції, вирівняти за часом (синхронізувати) виконання всіх операцій. Під час повної
синхронізації виконання операцій перерви ліквідуються.
Паралельний вид руху характеризується невеликим циклом обробки предметів праці та використовується у масовому виробництві.
Ця умова вимагає часу очікування накопичення певної малої
партії виробів після виконання першої операції для виключення перерв між
обробкою окремих виробів партії на другій операції. Час
очікування виконання другої операції над першим виробом називається часом
зміщення початку операції (S)
і визначається за формулою:
Очевидно, що під час переходу від менш тривалої операції до
більш тривалої ніякого часу очікування не потрібно і в цьому випадку S = 0.
Тривалість
виробничого
циклу при цьому розраховується за формулою:
Також використовується підхід, під час якого тривалість виробничого циклу за паралельно-послідовного виду руху
розраховується за формулою:
Отже, за даними прикладу, найраціональнішим є паралельний
вид руху предметів праці, оскільки тривалість виробничого циклу під час його
застосування найменша. Графік виробничого циклу партії
виробів під час паралельно-послідовного виду руху
для n=6 предметів
праці на 5-ти операціях представлено
на рис. 2.25.
Паралельно-послідовний (або змішаний) вид руху предметів
праці є найбільш складним для планування та реалізації. Використовується у
серійному виробництві.
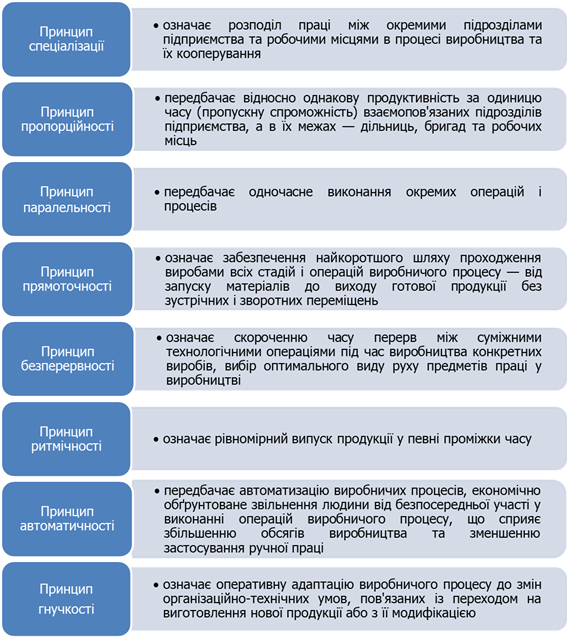
До принципів раціональної
організації виробничого процесу належать: спеціалізація, пропорційність, паралельність, прямоточність,
безперервність, ритмічність, автоматичність та гнучкість.
Всі перераховані принципи раціональної організації виробничого
процесу взаємопов'язані, доповнюють один одного і різною мірою реалізуються у
практичній виробничій діяльності підприємств.
Властивий певному виробничому підрозділу тип виробництва
зумовлює застосування методів підготовки, планування, контролю виробництва,
форм організації праці, особливості технологічних процесів, кожний із яких
характеризується сукупністю ознак, тому наявність лише одного з них або
навіть декількох не дає підстав для висновку про наявність того чи іншого
типу виробництва. Тип виробництва визначається за групою робочих місць, яка
переважає. Крім того, однією з основних ознак є стабільність видів продукції,
що випускається, і пов’язана з цим стабільність структури процесів праці. Віднесення підприємства до того чи іншого типу виробництва
має умовний характер, бо на підприємстві й навіть в окремих цехах може мати
місце поєднання різних типів.
Одиничне виробництво має найвищу трудомісткість,
а робітники, що задіяні у цих процесах повинні мати високий рівень
кваліфікації. Як правило, одиничне виробництво на харчових підприємствах
організується найчастіше для виготовлення дослідних зразків основної
продукції або для виготовлення продукції на замовлення (у хлібопекарській
промисловості – караваї, торти; у кондитерській – сувенірні вироби за
індивідуальним замовленням). У м’ясній і молочній промисловості одиничний тип
виробництва характерний для дослідно-експериментальних цехів, де
виготовляються дослідні зразки, перевіряється технологія продукції перед її
впровадженням у масове виробництво. Одиничне виробництво характерне для цехів допоміжного
виробництва (наприклад, робота у ремонтних цехах).
Серія – це безперервний ряд одних і
тих самих виробів, які випускаються підприємством, до переходу на випуск
іншого виду виробів. Серійний тип виробництва поширений на підприємствах, які випускають
складні вироби і системи спеціального призначення, що швидко змінюються за
конструкцією. Залежно
від розміру партії розрізняють дрібносерійне,
середньосерійне та великосерійне виробництво.
До
дрібносерійного виробництва можуть належати ремонтно-механічні заводи, цехи.
Йому властива стабільність структури процесу праці: на
кожному робочому місці постійно повторюються одні й ті ж самі процеси праці,
пов'язані з виготовленням одного й того ж виробу. У харчовій промисловості
під час
застосування масового типу
організації виробництва створюються передумови використання переваг поточного
виробництва.
Наведемо характеристики основних типів виробництва, що
підкреслюють їх особливості (табл. 2.1).
Таблиця 2.1 Характеристика типів виробництва
Для підприємств харчової промисловості та переробки
сільськогосподарської продукції характерні серійний та масовий типи
організації основного виробництва. Серійний тип виробництва характерний для
підприємств із широкою номенклатурою виробів (кондитерські, макаронні,
хлібопекарські, молочні, м'ясопереробні, виноробні, консервні,
пиво-безалкогольні). Для
підприємств, які орієнтовані на масове виробництво, характерний випуск
однорідної продукції одного-двох
найменувань. Таке виробництво притаманне хлібозаводам, які
орієнтовані на випуск одного виду хліба, цукровим заводам, заводам шампанських вин, олієжировим комбінатам,
орієнтованих на виробництво олії із одного виду сировини. За такої
організації виробництва високу питому вагу займають механізовані та автоматизовані
операції. Крім основних типів виробництва існують нетрадиційні
(специфічні) типи. Це змішаний метод організації виробничих процесів, який поєднує методи великосерійного та масового виробництва.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||