|
/ |
|
АВТОМАТИЗАЦІЯ ТЕХНОЛОГІЧНИХ
ПРОЦЕСІВ І СИСТЕМИ АВТОМАТИЧНОГО
КЕРУВАННЯ Електронний посібник |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
3. АВТОМАТИЗАЦІЯ КОРМОВИРОБНИЦТВА |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
3.2.
Автоматизація процесу гранулювання та брикетування кормів 3.2.1. Автоматизація гранулювання кормів 3.2.2. Автоматизація брикетування та
пресування кормів Найкраще
зберігаються живильні речовини зелених кормів штучного сушіння в пресованому вигляді.
У порівнянні з трав'яним борошном втрати каротину в гранулах знижуються в 10
разів. Застосування гранульованих і брикетованих кормів у раціонах тварин
дозволяє збільшити середньодобовий надій молока на 7%, прирости ваги
молодняку великої рогатої худоби на 10–20%, свиней – 10–15%, яйценосність на
11%. Крім того, використання кормів у пресованому вигляді дозволяє скоротити
трудові витрати і механічні втрати під час завантажувально-розвантажувальних
і транспортних робіт, більш економічно використовувати складські приміщення,
тару і транспортні засоби, зменшити втрати кормів під час збереження,
транспортування і роздачі. Гранулюванню піддають вітамінне
борошно, брикетуванню – висушену трав'яну січку.
Гранули – це сипкі кормові компоненти (найчастіше – трав'яне
борошно), (рис. 3.2.2): спресовані до щільності 800–1300 кг/м3,
діаметром (товщиною) до
Головною
машиною в комплекті обладнання для гранулювання і брикетування є брикетний прес
або гранулятор. За принципом дії вони бувають вальцьові, шнекові, плунжерні
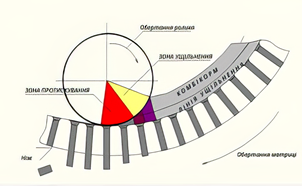
та матричні. Найрозповсюдженішими є матричні робочі органи, які складаються з
матриці з пресувальними каналами і пресувальних вальців. Процес ущільнення в
такому робочому органі відбувається наступним чином (рис. 3.2.3): у робочу
зону, створену внутрішньою поверхнею матриці 2 і зовнішньою поверхнею вальця 5, подається матеріал 1,
який спочатку стискується, а потім вдавлюється в канали
4. Під час їх заповнення опір
пресування матеріалу зростає, у зв'язку з чим тиск пресування збільшується і
досягає максимального значення при повністю заповнених каналах. Коли тиск
пресування дорівнюватиме силі тертя спресованого матеріалу об стінки каналів,
він виштовхується. Пресований матеріал розділяється на
окремі гранули або брикети ножем 3.
Рис. 3.2.3. Загальний вид гранул та технологічна схема
матричного преса: 1 – корм; 2 – матриця; 3 – ніж; 4 – канал; 5 – валець Для
пресування кормів використовують гранулятори ОГМ та обладнання ОПК,
технологія приготування пресованих кормів у них схожа. Обладнання для гранулювання трав'яного борошна ОГМ-0,8А призначене для приготування гранул з
трав'яного борошна, що виробляється агрегатом для сушіння кормів АВМ-0,65 (рис. 3.2.4).
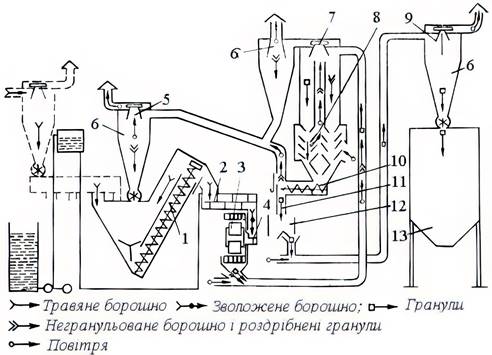
Комплект обладнання складається з дозатора,
змішувача, гранулятора, охолоджувача з сортувалкою, вентилятора сортувалки, системи
введення води, електропривода (рис. 3.2.5). Керування і захист
електроприводів здійснюються за допомогою шафи керування, в якій встановлено
електромагнітні пускачі, автоматичні вимикачі, реле тощо. Дозатор 1
призначений для рівномірної дозованої подачі борошна у змішувач гранулятора.
Він має швидкохідний шнек, змонтований у похилому корпусі. Корпус складається
з приймальної і вивантажувальної горловини, транспортного і зворотного
каналів. На верхній площадці приймальної горловини встановлений шлюзовий
затвор. Всередині приймальної горловини обертається руйнівник збивання
борошна, який запобігає спресовуванню борошна. Подача борошна у змішувач
регулюється дозувальною заслінкою, яка перекриває вивантажувальну горловину.
У змішувачі 2 борошно змочується
водою до вологості, необхідної для гранулювання, перемішується і
переміщується вздовж осі до живильника гранулятора. Робочий орган змішувача –
мішалка, розміщена в корпусі і обертається у двох підшипниках. На корпусі
змішувача змонтовано обладнання для подачі води. Гранулятор 3 виробляє гранули, продавлюючи зволожене борошно вальцями через
радіальні отвори кільцевої матриці. На виході з отворів матриці гранули
наштовхуються на нерухомий ніж і обламуються.
Охолоджувач 8 жалюзійно-циклонного типу складається
з вентилятора і циклона з жалюзями на бічній поверхні. Циклон має внутрішній
і зовнішній циліндри, які утворюють камеру охолодження. На зовнішньому
жалюзійному циліндрі встановлений датчик верхнього рівня гранул у циклоні.
Вентилятор 7 в охолоджувачі створює
два паралельних повітряних потоки, один з яких транспортує гранули з преса в
охолоджувач, а другий охолоджує їх. Одночасно з охолоджуваної маси виноситься
незгранульоване борошно, яке під дією вентилятора 5 через циклони 6
поступає в приймальну горловину дозатора. У
процесі охолодження з гранул випаровується волога і в них відбуваються певні
фізико-хімічні зміни, внаслідок чого гранули набувають необхідної міцності. Після заповнення охолоджувальної колонки за
командою датчика верхнього рівня вмикається електропривод шнека сортування і
гранули переміщуються у сортувальну колонку. Під
час сортування дрібняк і незгранульоване борошно відокремлюються від гранул.
Сортувалка виконана у вигляді циліндра з горловиною і консольним шнеком 11. До кінця циліндра приєднана
сортувальна колонка 11. Охолоджені
гранули шнеком подаються в сортувальну колонку, де у потоці повітря,
створюваним вентилятором 5, дрібняк
і незгранульоване борошно відокремлюються від кондиційних гранул і через
циклон 6 направляються на повторне
гранулювання. Пневмотранспортером 9
гранули спрямовуються в циклон 6, і подалі в бункер 13. Система введення води складається
з насоса з електроприводом, який подає воду у спеціальний резервуар. Звідки
вода самопливом подається у змішувач через електромагнітний вентиль. За
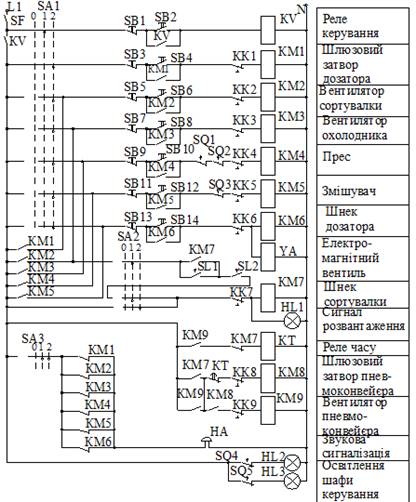
наявності водогону воду підводять безпосередньо до електромагнітного вентиля. Принципова
електрична схема керування ОГМ-0,8А (рис. 3.2.6) забезпечує режими «Робота» і «Налагодження». В режимі «Робота»
перемикачі SA1, ... , SA3 ставлять у положення 1 і натисканням на кнопку SВ2 подають напругу на котушку реле керування КV, яке спрацьовує і своїм замикаючим контактом
підготовляє до роботи кола керування електроприводами. Одночасно
вмикається електродзвінок, який попереджає про пуск агрегату.
Пуск
електродвигунів здійснюється, натисканням на кнопки «Пуск» SB4, SB6, SB8, SB10, SB12 і SB14 у послідовності, протилежній напрямку руху продукту. Під час натискання
на ці кнопки подається живлення на котушки відповідних електромагнітних
пускачів КМ1 ... КМ6,
які вмикають в електричну мережу двигуни приводів шлюзового затвора дозатора,
вентилятора сортувалки, вентилятора охолодника, преса, змішувача і шнека
дозатора. Помилкове вмикання двигунів у будь-якій іншій послідовності не
допускається завдяки відповідним блокуванням. Наприклад, пускач КМ2
можна ввімкнути тільки після вмикання пускача КМ1, коли замкнеться
його допоміжний замикаючий контакт в колі котушки пускача КМ2, пускач КМЗ
– після вмикання пускача КМ2 і т. д. У колах керування електродвигунами преса і змішувача
передбачені додаткові блокування, що здійснюються кінцевими вимикачами SQ1, SQ2 і SQ3. Вимикач SQ1 вимикає двигун преса під час потрапляння до камери пресування металевих
предметів. У цьому випадку зрізуються запобіжні штифти, розмикається
розмикаючий контакт вимикача SQ1 і двигун преса вимикається з електромережі. Кінцевий вимикач SQ2 не допускає вмикання двигуна преса, коли його кожух не закритий. Під час
розкритого кожуха контакт вимикача SQ2 розімкнений і пуск двигуна преса неможливий. Кінцевий вимикач SQ3 вимикає двигун змішувача під час забивання його борошном. Під час пуску двигуна
шнека дозатора кнопку SВ14 треба удержувати в замкненому стані не менш як 10 с. Якщо відпустити її
раніше, то у випадку спрацювання реле максимального струму КА під дією
пускового струму пускач КМ6 не ввімкнеться. Одночасно з пускачем KM6 спрацьовує електромагнітний вентиль YA і вода надходить у змішувач. Під час заповнення охолодника гранулами спочатку замкнеться контакт
датчика нижнього рівня SL1, а потім і верхнього рівня SL2, одержать живлення котушка пускача КМ7 і сигнальна лампа HL «Розвантаження». Пускач КМ7 спрацює і своїми головними
замикаючими контактами увімкне в електричну мережу двигун шнека сортувалки, а
допоміжним замикаючим контактом через розмикаючий контакт реле часу КТ
подасть напругу на котушку пускача КМ8.
Пускач КМ8 спрацює і своїми головними контактами увімкне
мотор-редуктор шлюзового затвора пнемоконвеєра, а допоміжним замикаючим
контактом подасть живлення на котушку пускача КМ9, який ввімкне двигун
вентилятора пневмоконвеєра, що подає гранули в бункер для тимчасового зберігання. Після закінчення
розвантаження гранул з охолоджувальної колонки розімкнуться контакти датчиків
верхнього SL2 і нижнього SL1 рівнів, позбавляться живлення котушка пускача КМ7 і сигнальна
лампа HL. Пускач КМ7 повернеться у вихідне положення і своїми
головними контактами вимкне двигун шнека сортувалки, а допоміжним розмикаючим
контактом подасть напругу на котушку реле часу КТ, на якому
встановлена видержка часу 90 с. По закінченні видержки часу реле КТ
розімкне свій розмикальний контакт, позбавляться живлення котушки пускачів КМ8 і
КМ9 вони вимкнуть мотор-редуктор шлюзового затвора і двигун
вентилятора пневмоконвеєра. Розвантаження припиниться. Через деякий час, коли
рівень гранул в охолоджувальній колонці знову підвищиться, процес вмикання
пускачів KM7, KM8 і КМ9 повториться. Під час появи
несправності в колі будь-якої частини ОГМ-0,8А
завантажувальні машини зупиняються, а розвантажувальні продовжують працювати
до повного видалення з них продукту. Аварійна зупинка машин супроводжується
звуковим сигналом. Для роботи в
режимі «Налагодження»
перемикачі SA1, ..., SA3 ставлять у положення 2. При цьому порушуються блокувальні зв'язки
між пускачами, що дає можливість виконувати індивідуальне налагодження
окремих частин обладнання. Вимикання всіх кіл
керування електроприводами здійснюється встановленням перемикачів SA1, ..., SA3 в положеннях «О».
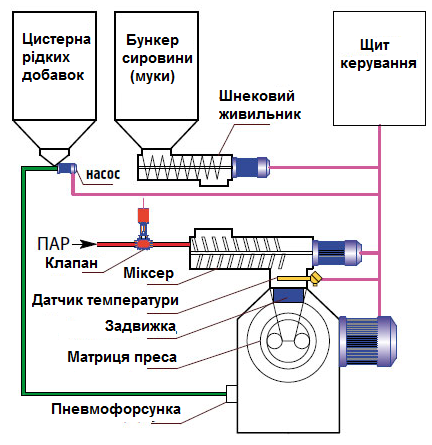
У шнековий
живильник прес-гранулятора надходить вихідний матеріал – борошно,
приготовлене за різними рецептами. Сировиною можуть бути пшениця, жито, кукурудза,
бавовняний і соєвий шроти, ячмінь, овес, рибна і м'ясо-кісткове борошно,
висівки, трав'яне борошно, буряковий жмих. Борошно подається в міксер преса,
де відбувається зволоження і розігрів початкової маси парою. Підготовлена
маса надходить у кільцеву матрицю преса, де за рахунок обертання роликів для
пресування відбувається гранулювання комбікорму. Якість гранул
залежить багато в чому від складу розсипних комбікормів, фізико-механічних
властивостей кожного компонента, їх здатності до стиснення і утворення міцних
з'єднань. На якість також впливають температура продукту на виході з міксера,
а на продуктивність процесу – ступінь завантаження гранулюючої матриці, а
також число аварійних (вимушених) зупинок преса.
·
швидкодіючий паровий і регулювальний клапани; · датчик
температури; · два електроприводи роликів для пресування (загальною потужністю
150
кВт); ·
електроприводи міксера і живильного шнека; · пневмопривод
заслінки; ·
насос дозатор рідких добавок з частотним регулюванням ATV31HU22N4; · дозувальний
пневмоклапан.
Рис. 3.2.7. Будова прес-гранулятора
Програма
контролера ПЛК154 перетворює сигнали від датчиків у фізичні величини,
обробляє отриману інформацію і забезпечує управління паровим клапаном для
підтримки температури пресованого продукту на заданому рівні, а також
підтримує максимальне завантаження преса шляхом регулювання кількості борошна
і формує попереджувальні сигнали аварій, відмов і готовності обладнання. Система управління має два режими роботи: ручний і
автоматичний. Запуск преса здійснюється тільки в ручному режимі. Кола
управління в цьому режимі відключені від контролера, за винятком управління
заслінкою і аварійної зупинки преса. На випадок збою або виходу з ладу
контролера або модуля система забезпечує повноцінний режим ручного управління
процесом гранулювання. Після виходу преса на робочий
режим оператор переводить управління на контролер. В
автоматичному режимі технологічні параметри (струм головних приводів і
температура продукту) підтримуються відповідно до встановленої, а також
забезпечується захист головних двигунів від перевантаження. Дії оператора в
автоматичному режимі зводяться до спостереження за роботою преса. Втручання в
процес управління відбувається тільки в разі нештатної ситуації, інформацію, про яку оператор отримує з аварійних повідомлень, що
відображаються на панелі.
·
максимальне завантаження прес-гранулятора шляхом ПІД-регулювання частоти
обертання шнекового живильника преса; · ПІД-регулювання
температури продукту; · зупинку
преса в разі виходу регульованих і контрольованих параметрів преса за
діапазон уставок (спрацьовування груп кінцевих вимикачів, розташованих на
різних вузлах преса, заклинювання матриці, неприпустиме зниження температури
продукту); ·
захист головних двигунів від перевантаження і дисбалансу струму приводів
(на кожному пресі встановлено два електродвигуни з ремінною передачею на
основний вал преса і можливий обрив або прослизання ременів одного з
приводів); ·
оперативну зміну уставок і режимів роботи прес-гранулятора на панелі
оператора (швидке налаштування за зміни матриць преса); ·
швидку діагностику аварійних станів преса за рахунок безлічі сервісних та
аварійних повідомлень, що виводяться на панель оператора (наприклад, колірна
сигналізація стану обладнання на мнемосхемі преса).
·
зниження трудовитрат і поліпшення умов праці оператора; ·
підвищення продуктивності шляхом зниження аварійних простоїв
прес-гранулятора; ·
зниження експлуатаційних витрат за рахунок попередження зносу ременів
основних приводів під час їх прослизання; ·
поліпшення якості продукту, що випускається за рахунок точної витримки
необхідної температури гранулювання. Застосування
програмовано-логічних контролерів у лініях гранулювання кормів забезпечує не
тільки якість продукту за рахунок підтримки температурних параметрів у
процесі гранулювання, а й підвищення продуктивності обладнання за рахунок
зниження аварійних простоїв та зниження витрат на експлуатацію.
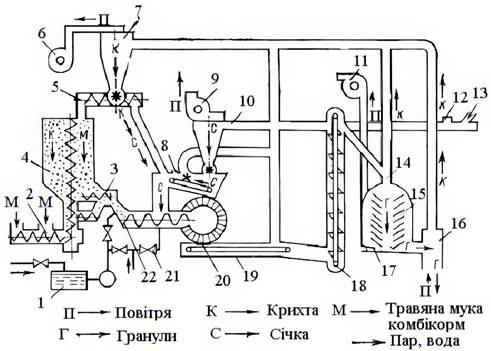
Розглянемо подану на рисунку 3.2.8 технологічну
схему процесу пресування кормів за допомогою устаткування ОПК-2. Корм для гранулювання горизонтальним шнеком 2 і вертикальним шнеком завантажується
в накопичувальний бункер 4, з якого
дозатором 3 виводиться в
змішувач-живильник 22 преса 20. Одночасно в корм водяться вода в
дозатор 3 з бака 1 чи пара в змішувач 22 з паропроводів 21. Зволожений корм безупинно вводиться в прес 20 і продавлюється в радіальні отвори
кільцевої нерухомої матриці, формуючи гранули. Гранули, що видавлюються,
обламуються обертовим обламувачем і транспортуються стрічковим транспортером 19 і норією 18 через камеру попереднього сортування 14 в охолоджувальну колону 15.
Гранули прохолоджуються повітрям, засмоктуваним вентилятором 11.
Рис. 3.2.8. Технологічна
схема процесу пресування кормів устаткуванням ОПК-2 У міру
нагромадження в охолоджувальній колоні 15
гранули вивантажуються вібровивантажувач 17
через камеру остаточного сортування 16
на затарювання. Крихта і незгранульований корм у камерах
14 і 16 відокремлюються від гранул повітряним потоком, створюваним
вентилятором 6, і через циклон 7 повертаються транспортером 5 у бункер 4. Під час
брикетування корму трав'яна січка із сушильного агрегату засмоктується
вентилятором 9 через забірник 13 і накопичується в циклоні 10, а потім через шлюзовий затвор
подається транспортером 8 у
змішувач-живильник 22. У цьому
випадку вода вводиться у вивантажувальну горловину транспортера 5. Подальший шлях брикетів – через
прес і далі аналогічний шляху гранул. Непресований корм і крихта повертаються
через циклон 7 на транспортер 8. Через шлюзовий затвор 12 у трав'яний корм можна додавати
солом'яну січку. Під час брикетування кормових сумішей комбікорм у прес
подається транспортером 2, трав'яна
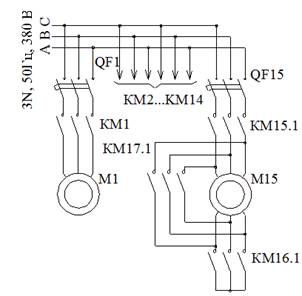
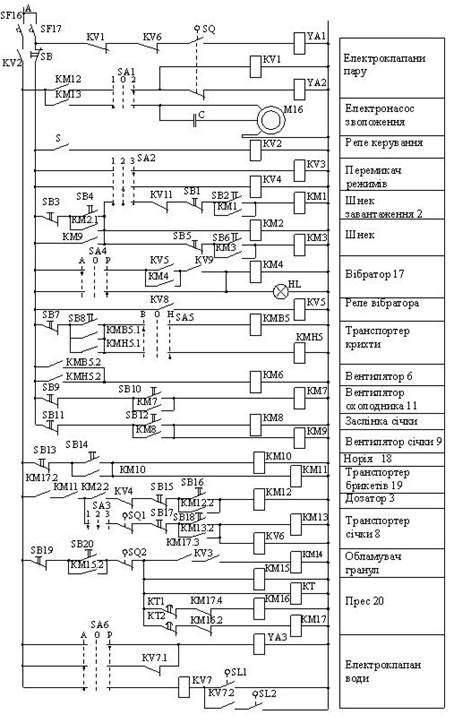
січка і солом'яна січка – транспортером 8. Електрична схема
керування ОПК-2 передбачає увімкнення і вимикання шістнадцяти асинхронних
електроприводів механізмів, їхній захист і сигналізацію про нормальні й
аварійні режими (рис. 3.2.9, 3.2.10.). Для полегшення пуску двигуна М15
преса, потужність якого складає 90 кВт, передбачене його перемикання за
схемою з «зірки» на «трикутник». Сумарна потужність інших 15 двигунів не
перевищує 50 кВт. Електродвигуни до мережі підключаються автоматами QF1...QF15, ланцюги керування захищені автоматами SF16 і SF17. Пускає і зупиняє
електроприводи оператор за допомогою кнопкових постів SB1, SB20, для екстреного вимикання всього устаткування призначена кнопка SB. Режим роботи
вибирають за допомогою перемикача SA2: у положення
1 – «Суміші» працюють
всі електродвигуни і брикетують кормові суміші, у положенні 2 – «Січка» брикетують трав'яну
січку, у положенні 3 –
«Борошно» гранулюють трав'яне борошно чи комбікорм. Цим же перемикачем
переводять схему в режим налагодження. Перемикачем SA1 (рис. 3.10.)
установлюють вид зволоження при пресуванні корму: положення 1 – «Вода», 2 – «Пара».
Тумблером S і реле КV2 вмикають і
вимикають вторинні ланцюги. Перемикачами SA4 і SA6 встановлюють
ручний чи автоматичний режими роботи відповідно вібровивантажувача 17 спресованого корму і вентиля YA3, що подає
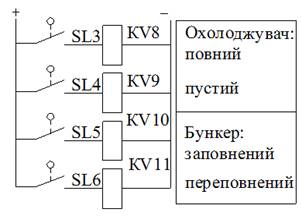
воду на зволоження корму до 17%. Рівень вхідної сировини в бункері 4 і готовий корми в охолоджувачі 15 контролюється безконтактними датчиками SL3...SL6 (кінцеві вимикачі типу БВК-24), рівень води в баку
для зволоження – електродними датчиками верхнього SL1 і нижнього SL2 рівні. Пуск і зупинку ОПК-2 здійснює оператор у заданій послідовності.
Перед пуском включають всі автомати, набирають перемикачами SA заданий режим роботи окремих вузлів, а потім
кнопковими постами по черзі включають агрегати. Наприклад, під час гранулювання
корму ставлять: SA3 – у положення 3 – «Борошно», SA1 – у положення 1 – «Вода», SA4 і SA6 – у положення 4 SA5 – в положення В, що відповідає
транспортуванню крихти транспортером 5
у бункер 4.
Вмикають тумблером S реле KV2, що живить інші ланцюги керування і сигналізації. При цьому
відкривається електромагнітний вентиль води YA3. Потім кнопками SB4, SB2, SB14, SB20, SB16, SB8 і SB10 послідовно
вмикають відповідно вертикальний шнек бункера 4, шнек завантаження 2,
норію 18 і транспортер брикетів 19, прес 20, дозатор 3,
транспортер 8 крихти і вентилятор 6 сортувалки, вентилятор 11 охолоджувача. Електродвигун
М15 преса за допомогою реле витримки часу КТ спочатку магнітним
пускачем КМ16 вмикається за схемою «зірка», а потім магнітним пускачем
КМ17 перемикається на схему «трикутник». Блоками-контактами КМ17:3
вмикається магнітний пускач КМ14 електропривода обламувача гранул. Після пуску за
допомогою заслінки дозатора 3 і
вентилів води вручну встановлюють по амперметрі А
номінальне завантаження преса 20.
Рис. 3.2.9. Принципова
електрична схема керування ОПК-2 (силове коло, датчики рівня) Якщо з якихось
причин рівень сировини в бункері 4 перевищує
задане значення, то спрацьовує датчик рівня SL6 і вмикає реле KV11, що відключає шнек завантаження 2.
Під час зниження рівня цей же датчик видає імпульс на повторне вмикання шнека
2.
Під час заповнення
гранулами охолоджувача спрацьовують датчики рівня гранул спочатку SL4, а потім SL3. Останній через реле KV8 і KV5 включає привод
вібратора вивантажувача 17.
Розвантаження гранул вібратором продовжується до зниження рівня гранул під
час якого датчик SL4 через реле KV9 вимикають вібратор. Рівень води в баку підтримується за допомогою електродних датчиків SL1 і SL2, реле KV7 і електромагнітного вентиля YA3. Вимикають
обладнання після закриття вручну заслінки дозатора 3 і вентилі зволоження. Кнопками SB9, SB7, SB15, SB1, SB3, SB19, SB13 відключають відповідно вентилятор охолоджувача, транспортер крихти і
вентилятор сортувалки, дозатор, шнек завантаження, шнек бункера, прес, норію,
дотримуючи такої послідовності. Під час
брикетування трав'яної січки чи кормосуміші згаданими вище перемикачами
набирають відповідний режим і кнопками керування вмикають агрегати в
наступному порядку: шнек бункера 4,
шнек завантаження 2, норія 18, прес 20, транспортер січки S, затвор і
вентилятор 9 січки, затвор соломи 12, транспортер крихти, вентилятор 6 сортувалки і вентилятор 11 охолоджувача. Електродвигун М15
з'єднаний із пресом через запобіжну муфту зі штифтами, що під час появи
твердих предметів у пресі зрізуються. При цьому спрацьовує кінцевий вимикач SQ2 і відключає
електропривод преса. Якщо змішувач-живильник 22 забивається січкою, то від тиску січки спрацьовує кінцевий
вимикач SQ1 і відключає
транспортер січки 8. |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||