|
|
|
МАШИНИ І ОБЛАДНАННЯ ДЛЯ ТВАРИННИЦТВА Електронний посібник |
|
||||||||||
|
10. СТРИГАЛЬНЕ ОБЛАДНАННЯ |
|||||||||||||
|
10.1. Комплекти обладнання для стаціонарних і пересувних стригальних
пунктів 10.2. Типи стригальних
агрегатів, їх загальна будова 10.3. Будова, робота
та регулювання стригальної машинки 10.1.
Комплекти обладнання для стаціонарних і пересувних стригальних пунктів Основна мета під
час розведення овець – це одержання вовни, а найбільш трудомісткий процес
– стриження овець
і переробка вовни. Процес стриження
(рис. 10.1) механізований на 90 %. Машинне стриження овець підвищує
продуктивність роботи стригаля в 3...5 разів порівняно з ручним стриженням. За ручного
стриження досвідчений стригаль витрачає 20...25 хвилин на одну вівцю і при
цьому здійснює до 1000 натисків ручними ножицями. Це трудомісткий процес. За машинного стриження
на стриження однієї вівці витрачається 3...8 хвилин і за робочу зміну
досвідчений стригаль може постригти до 100 овець.
Рис. 10.1. Процес стриження овечки Крім того, за
ручного стриження овець стригаль зрізує вовну на висоті 10 – 15 мм від
поверхні шкіри нерівномірно, уступами. За машинного стриження вовна
зрізується рівномірно на висоті 5 – 6 мм від поверхні шкіри і настриг вовни
збільшується на 10 %. Також поліпшується якість руна, тому що довжина волокон
збільшується до 10 см і руно не розбивається, вовна не січеться. А для того
щоб вовну переробити на тканину, мінімальна довжина волокон має становити не
менше 6,5 см. Тонкорунних і
напівтонкорунних овець стрижуть один раз на рік, а
грубововних два рази на рік – весною і восени. Після стриження овець їх купають у спеціальних дезінфекційних і мийних
розчинах для запобігання захворювання овець. Для того щоб
одержати високу якість вовни необхідно додержуватись
таких основних зоотехнічних вимог: Ø
стригти
вовну одним проходом машинки якомога ближче до шкіри тварини; Ø
відводити
обстрижену вовну стригальною машинкою; Ø не допускати порізів шкіри; Ø після стриження викупати овець. Нині найпрогресивнішим вважають швидкісний (рис. 10.2), так званий
оренбурзький спосіб стриження. Суть його полягає в чіткій раціональній послідовності
прийомів і рухів стригаля з машинкою. При цьому овець стрижуть у «сидячому»
положенні на підлозі без настилу. Отримане руно (вовну) розділяють на сорти
залежно від його якості. Потім вовну пресують у паки, які упаковують у
мішковину і перев’язують дротом або шпагатом.
Рис. 10.2.
Швидкісний спосіб стрижки овечки Усі зазначені операції виконують на стаціонарних або пересувних
стригальних пунктах, обладнаних електростригальними агрегатами, столами для
стриження овець, апаратами для заточування різальних пар, столами для класування вовни, а також пресами, конвеєрами для
подавання рун і переміщення пак, приладами для визначення відсоткового виходу
чистої вовни і, нарешті, вагами і потрібним інвентарем. browser
does not
support the video tag. Стриження овець Сучасна промисловість випускає комплекти обладнання для стаціонарних (КТО-24/200, КТО-48/200) і пересувних
(ВСЦ-24/200) стригальних пунктів. До складу таких комплектів можуть входити: Ø
універсальне переносне накриття УУП-500 у вигляді
збірного каркаса з металевих труб, накритого брезентом; Ø
переносна огорожа ИП-150 загону непострижених овець; Ø
переносні столи-стелажі СО-1 для стриження; Ø
електростригальний агрегат ЄСА-12/200 або ЄСА-12/200А
(виносний
стригальний цех ВСЦ-24/200, оснащений двома такими агрегатами); Ø стрічковий конвеєр вовни ТШ-0,5; Ø
ваги для зважування рун (ВЦП-25) і пак (ВПГ-500) вовни; Ø
стіл для класування (СКШ-200)
та гідравлічний прес для пакування (ПГШ-1,0Б) вовни; Ø
бокси (БІП-16) для тимчасового складування класованої вовни до пресування; Кількість
стригальних пунктів залежить від чисельності поголів’я і розташування отар.
Висока продуктивність стригальних пунктів можлива за правильної організації
роботи всіх ланок і чіткого виконання посадових обов’язків усіма
працівниками. 10.2.
Типи стригальних агрегатів, їх загальна будова Для стриження овець використовують такі
електростригальні агрегати: ЭСА – 1Д, ЭСА – 12Г, ЭСА – 12/200 тощо. До складу електростригального агрегату ЭСА –
1Д входить: Ø
одна стригальна машинка МСО-77Б; Ø гнучкий вал ВГ-10; Ø електродвигун урухомника
АОЛ-012-3С; Ø пусковий пристрій; Ø кабель живлення. До складу електростригального агрегату
ЭСА – 12Г входить: Ø
дванадцять стригальних машинок МСО-77Б; Ø дванадцять гнучких валів ВГ-10; Ø
дванадцять електродвигунів урухомника
АОЛ-012-3С; Ø пересувна електростанція; Ø заточувальний агрегат ТА-1; Ø силова і освітлювальна арматура. У склад електростригального агрегату ЭСА – 12/200
входить: Ø
дванадцять стригальних машинок МСУ-200; Ø блок-перетворювач напруги і
частоти струму; Ø
пересувна електростанція; Ø
заточувальний агрегат ДАС-350; Ø
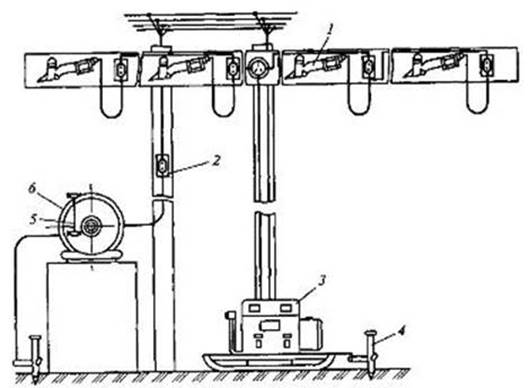
силова і освітлювальна арматура. Один такий агрегат (рис. 10.3) має пропускну здатність 120 голів за
годину і може обслуговувати до 12 тисяч овець. Виконавчим апаратом будь-якого стригального агрегату є стригальна машинка.
Рис. 10.3.
Стригальний агрегат ЭСА-12/200: 1 – стригальна машинка; 2 – кабель живлення; 3–
перетворювач струму; 4 – штир заземлення; 5, 6 – заточувальний агрегат з кронштейном кріплення і
державкою 10.3.
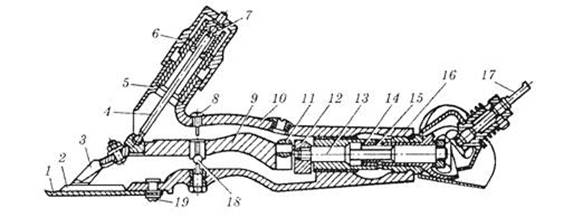
Будова, робота та регулювання стригальної машинки Стригальна машинка МСО-77Б з урухомленням від
електродвигуна через гнучкий вал (рис. 10.4). Призначена для стриження овець
в усіх кліматичних районах. Складається з таких основних частин: Ø різальний апарат, Ø натискний механізм, Ø ексцентриковий механізм, Ø шарнірний механізм, Ø корпус.
Рис. 10.4. Стригальна машинка МСО-77Б: 1 – гребінка; 2 – ніж; 3 – притискна лапка; 4– упорний
стрижень; 5 – шийка корпусу; 6 – натискна гайка; 7 – натискний стакан; 8 – обмежувальний гвинт; 9 – двоплечий важіль; 10– суконна обшивка; 11 – ексцентриковий шарнір; 12 – ексцентрик; 13 – вал
ексцентрика; 14, 15– втулки; 16 – корпус; 17 – передавальний вал; 18 – центр коливання важеля; 19
– гвинт кріплення гребінки Різальний апарат призначений для зрізування вовни, складається з двох частин: ніж і
гребінка. Ніж – це рухомий
елемент різальної пари. Виготовлений із легованої сталі і має чотири зуби. У
ньому просвердлено шість отворів: два отвори меншого діаметру під вусики
лапок натискного механізму, два отвори більшого діаметра для пружини натискних
лапок і два – для закріплення ножа на державці заточувального агрегату. З
метою зниження вібрації машинки під час роботи, ніж виготовлено пустотілим
для його полегшення. Гребінка – це стальна пластина, на якій є тринадцять зубів і два отвори для закріплення
її на державці заточувального агрегату. По всій ширині гребінки нарізано
еліптичну канавку для зменшення площі тертьової поверхні і затримування
мастила на її поверхні. Натискний механізм забезпечує мінімально необхідний зазор між робочими поверхнями ножа і
гребінки. Ексцентриковий механізм призначений для перетворення обертального руху вала на коливальний рух
важеля і ножа. Шарнірний механізм призначений для передачі крутного моменту від гнучкого
вала на урухомний валик
машинки за будь-якого положення машинки. Корпус з’єднує всі
механізми і є водночас рукояткою машинки. Він обшитий тканиною для
запобігання перегріву руки стригаля під час інтенсивної роботи. У корпусі є
чотири отвори: для центра обертання, для запобіжного гвинта і два для
заглушок. Технічна характеристика стригальної машинки МСО-77Б: Ширина захвату, мм – 77. Кількість подвійних ходів за хвилину – 1800. Кількість зубів ножа – 4. Кількість зубів гребінки – 13. Маса, кг – 1,1. Стригальна машинка урухомлюється від
електродвигуна АОЛ-012-3С через гнучкий вал ВГ-10, який
складається з таких частин: Ø
стальне
осердя (чотирижильний трос діаметром 10 мм); Ø панцир; Ø брезентовий кожух; Ø два наконечники (замки). Маса гнучкого вала – 1,6 кг, довжина – 1,5 м. Електродвигун урухомника АОЛ-012-3С асинхронний
трифазний. Потужність 0,12 кВт; напруга 220/380 В; частота обертання 2800
об/хв.; маса 3,4 кг. Під час роботи стригальна машинка МСО-77Б створює реактивний момент,
що повертає машинку в руці стригаля, а це призводить до швидкої втомлюваності
працівника. У процесі роботи на руку стригаля припадає маса машинки плюс
половина маси гнучкого вала, тобто 1,9 кг. Високочастотна стригальна машинка МСУ-200 складається з стригальної головки, електродвигуна та
шнура живлення. Стригальна головка складається з корпусу, різального апарата,
ексцентрикового та натискного механізмів і шнура живлення. Різальний апарат,
ексцентриковий та натискний механізми такі самі, як і відповідні вузли
машинки МСО-77Б. Трифазний асинхронний з короткозамкненим ротором
електродвигун машинки вміщений в алюмінієвий корпус циліндричної форми з
ребрами для охолодження і фланцем для приєднання до стригальної головки. На
задньому кінці вала ротора електродвигуна встановлено дволопатевий
вентилятор, закріплений штифтом. Потужність електродвигуна 0,13 кВт, напруга
36 В, частота струму 200 Гц, частота обертання ротора 11000 об/хв. Ширина
захвату 77 мм. Маса машинки 1,5 кг. Кількість подвійних ходів ножа – 2200 на
хвилину. Шнур живлення має довжину 2,5 м і призначений для підведення електричної
енергії від перетворювача через пускач ПНВ-30 до електродвигуна машинки. У
місці нерознімного з'єднання шнура живлення з електродвигуном встановлено
гумовий наконечник для гасіння вібрацій, що передаються від стригальної
машинки до шнура живлення. Для зниження частоти обертання ексцентрикового валика між ним і ротором
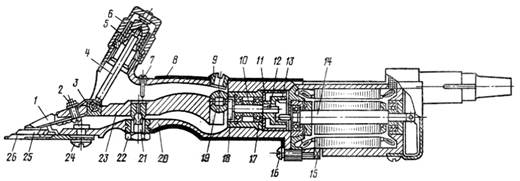
електродвигуна встановлено знижувальний редуктор. Стригальні машинки МСУ-200 (рис. 10.5) мають низку
переваг перед машинками МСО-77Б: відсутність реактивного моменту,
створюваного гнучким валом; живлення електродвигуна струмом зниженої напруги
(36В); за рахунок більшої швидкості руху ножа вища продуктивність (на 20 – 40
%).
Рис. 10.5. Стригальна машинка МСУ-200: 1 – натискна лапка; 2 – гвинт із гайкою; 3 – пружина: 4
– упорний стрижень; 5 – натискний патрон; 6 – натискна гайка; 7 – запобіжний
гвинт: 8 – чохол; 9 – заглушка; 10, 11 – втулки; 12 – шпонка; 13 – зубчасте колесо; 14 – електродвигун;
15, 22 – гайки; 16 – гвинт; 17 – вальниця; 18 – вал ексцентрика; 19 – ролик; 20 – корпус; 21 –
центр обертання; 23 – важіль; 24 – гвинт кріплення гребінки; 25 – ніж; 26 – гребінка У процесі експлуатації стригального обладнання
передбачено щоденні і періодичні технічні обслуговування. Щодня до початку роботи оглядають електростанцію (генератор), щит керування,
пристрій заземлення і пересвідчуються у їх справності, міцності затискання
всіх контактів силової мережі, надійності кріплень. Перевіряють кріплення
робочих органів машинки і якість заточування різальної пари, надійність
кріплення головки машинки до електродвигуна, легкість обертання його ротора.
Різальні пари промивають в 5%-ному гарячому
содовому розчині, потім змащують рідким мастилом. Перевіряють чистоту і справність, а також надійність кріплення диска
точильного апарата. Після вмикання того чи іншого апарата прослуховують його
і пересвідчуються у відсутності сторонніх шумів. Під час роботи стежать за рівномірністю притискання ножа до гребінки,
наявністю мастила у вузлах тертя, ступенем нагрівання корпусу машинки,
електродвигуна і окремих з'єднань. Періодично, у міру забруднення та
наприкінці роботи очищають головку машинки від жиру, поту тощо, а також вентиляційні
канали електродвигуна заточувального агрегату. Для заміни, різальних пар у процесі роботи (за вимкненого електродвигуна)
відкручують на 2 – 3 оберти натискну гайку, піднімають важіль із натискними
лапками і знімають ніж. Повертають машинку гребінкою догори, послаблюють
гвинти кріплення і знімають гребінку. Після цього встановлюють нову або
загострену різальну пару і регулюють положення гребінки відносно ножа.
Регулюють також положення важеля в корпусі машинки. Змащують різальну пару і
ролик ексцентрика (крізь оглядовий отвір, розмішений у верхній частині
корпусу головки). Заточують різальні пари так. Вмикають електродвигун урухомника
точильного апарата. Диск має обертатися проти годинникової стрілки. На чавунний
диск, що обертається із швидкістю 1450 об/хв, пензлем наносять шліфувальну
пасту. Ніж або гребінку встановлюють спеціальними отворами на штифти тримача
зубцями догори і притискають його до поверхні диска. У процесі заточування
ніж або гребінку з тримачем поступово пересувають від центра до периферії
диска і назад. Якість заточування перевіряють за допомогою лекальної лінійки.
Після заточування різальну пару знову встановлюють на машинку. У процесі
стриження ніж і гребінка припрацьовуються, а тому їх
не рекомендується розпаровувати. Правильність роботи всіх механізмів машинки
перевіряють обертанням вручну передавального валика, при цьому рух ножа має
бути плавним, без шуму і заїдань. Для того щоб різальні кромки крайніх зубів
ножа не виходили за межі гребінки, необхідно послабити гвинти гребінки і
змістити її до положення, за якого ніж не виходитиме за межі гребінки, а
потім міцно закріпити її гвинтами. Необхідно також, щоб відстань від початку спилів передньої частини гребінки до кінців зубів ножа становила
1...2 мм. Регулювання здійснюється зсувом гребінки уздовж подовжньої осі
машинки. Натискну гайку необхідно закрутити до стану, за якого машинка
обертається в руці стригаля під час її роботи, якщо слабко тримати її в руці,
і обертання машинки припиняється, якщо обхопити машинку рукою з нормальним
зусиллям для стриження. Машинка працюватиме безшумно і без зайвого
нагрівання, якщо ролик ексцентрика виходитиме з паза двоплечого
важеля в його крайньому верхньому положенні на відстань 3 мм. Для нормальної роботи змащують тертьові частини
машинки та гнучкого вала. Шестерні шарнірного механізму, натискний патрон, верхню головку упорного
стрижня, центр обертання та наконечник осердя гнучкого вала змащують пластичним мастилом. Різальні пари, ролик ексцентрика, передавальний валик, нижню головку
упорного стержня змащують спеціальним мастилом для стригальних машинок або малов’язким мінеральним. Під час стриження тварин з дуже забрудненою вовною тертьові частини
машинки промивають і змащують через 1...1,5 год роботи. За періодичного
обслуговування (через 40...50 год роботи) гнучкі вали розбирають, деталі
промивають у гасі, перевіряють, змащують і складають. У картері двигуна
пересувної електростанції періодично міняють мастило і промивають фільтр,
оглядають і чистять генератор. Після закінчення сезону стриження все устаткування стригального пункту
консервують. Агрегати демонтують, очищають і миють у гасі, робочі поверхні
змащують. Машинки складають і загортають у промаслений папір. Комплекти
агрегату упаковують у дерев'яну тару і зберігають в сухому приміщенні з
плюсовою температурою. Під час зберігання періодично перевіряють комплекти
агрегату і в разі потреби переконсервовують їх. Процес стриження овець
проводять так. Отару овець, призначених для стриження, вмішають у загони,
звідки стригалі беруть їх, стрижуть і випускають у лічильні загони (оцарки). Зняту вовну (руно) стригалі (рис. 10.6) кладуть на
конвеєри, якими вона переміщується до столу вагаря-обліковця. Після зважування
вовна надходить на класирування, а потім у бокси
або пересувні візки. У міру їх заповнення вовну пресують. Паки вовни маркують
і складують.
Рис. 10.6. Вівця після стриження Правила техніки
безпеки під час стриження овець Перед початком
стриження овець особа, яка за це відповідає, має
перевірити стан стригального агрегату і знання правил техніки безпеки
стригалями та іншими робітниками механізованих стригальних пунктів з обов’язковим
записом у журналі реєстрації інструктажів з техніки безпеки. Для того щоб
запобігти нещасним випадкам під час роботи на механізованих стригальних
пунктах, забороняється: Ø
пускати
електростанцію за ввімкненого головного рубильника; Ø
під
час роботи агрегату замінювати запобіжники, заливати паливо в бак,
ремонтувати й налагоджувати електростанцію, мережу й електродвигуни; Ø
працювати
на агрегаті під час дощу; Ø
заточувати
різальні пари машинок без державки; Ø
очищати
ввімкнену машинку від вовни, жиропоту та бруду; Ø
працювати
на вологій землі без гумового взуття або сухого дерев'яного настилу; Ø
торкатися
до вузлів електростанції під час її роботи; Ø
працювати
без захисного кожуха шарнірного механізму або з пошкодженим кожухом, а також
з оголеним осердям гнучкого вала; Ø
класти
на робоче місце сторонні предмети і допускати його забруднення; Ø
працювати
без накривок магнітного пускача або рубильника; Ø
допускати
до роботи осіб у нетверезому стані. Стригальний пункт має
бути обладнаний засобами пожежогасіння, аптечкою, місцем для куріння,
комплектами спеціального одягу і взуття. Питання для самоконтролю 1. Які вимоги ставлять до стриження овець? 2. Яка будова стригальної машинки МСУ-200? 3. Яка будова стригальної машинки МСО-77Б? 4. Що входить у склад електростригального агрегату ЕСА-12Г? 5. Яке призначення і будова гнучкого вала ВГ-10? 6. Недоліки стригальної машинки МСО-77Б? 7. Які переваги стригальної машинки МСУ-200? 9. Які регулювання проводять у стригальній машинці? 10. Як змащують стригальну машинку? |
|||||||||||||